На этом рекомендуется закончить представление информации. Мы намерены со временем расширить этот список за счет обычных вопросов о сварке полипропиленовых труб.
Как паять полипропиленовые трубы
Процесс эксплуатации полипропиленового изделия очень прост. Для выполнения всех задач вам понадобятся следующие инструменты.
- Можно также использовать обычные маркеры на спиртовой основе, маркеры для дисков.
- Специальная лента.
- Уровень А, для выполнения строительных работ.
- Ножницы, предназначенные для резки труб; и
- Припой на пластиковом материале.
Последний пункт в списке не требует покупки — его можно взять взаймы — это дешевле. Одноразовые инструменты можно приобрести на месте покупки полипропиленовой трубы.
Инструкция для выполнения пайки
Процесс требует инструкций для правильной сварки полипропиленовой трубы. Сварочные аппараты должны иметь подогреваемые подушки с отверстиями для крепления сопел. В большинстве случаев серия форсунок поставляется вместе с оборудованием, в противном случае их можно приобрести отдельно. Рабочий механизм похож на утюг. Единственное отличие — наличие двух оттенков. На поверхности корпуса находится термостат, который может регулировать степень температуры.
Перед включением нагревателя необходимо включить состояние пайки. Для этого необходимо установить основание и подобрать необходимый диаметр сопла. На подошве обычно имеется два контакта, к которым подключается насадка. Если труба имеет меньший диаметр, насадка должна быть установлена на устьевом конце.
Далее сварочный аппарат необходимо подключить к сети. Стоит отрегулировать нагревательный элемент на 260°C. Эта температура достигается через 20 минут, и вы должны дождаться результата. Когда лампа в корпусе гаснет, это означает, что устройство готово к работе.
Внимание. После этого форсунку необходимо прогреть в течение 5 минут.
Основные понятия процесса
Сварка — это очень простой материал. По этой причине, если вы решили выбрать материал для своего гидравлического оборудования, вы должны знать специфические свойства полипропилена. Это направлено на контроль работы трубы, чтобы не возникало непредсказуемых ситуаций. Давайте теперь рассмотрим все понятия, которые нам необходимо знать.
Прежде чем приступить к сварке изделий из пластмассы, необходимо знать, что этот материал может потерять прочность и твердость при температуре от 140 градусов Цельсия. Стоит отметить, что в инструкциях компаний-производителей труб содержится информация о максимальной цифре в 95 градусов Цельсия.
Внимание! Пластиковые трубы не должны использоваться в системах горячего водоснабжения. В этом случае предпочтение следует отдавать оцинкованным или медным.
В настоящее время рекомендуется размещать изделия из полипропилена в умеренном климате, так как пластик справляется с переносом горячей воды и в этих условиях.
Организуйте продление тепла.
- Укладываются армированные полипропиленовые изделия. Такие трубы имеют меньший риск удлинения из-за теплового воздействия. Кроме того, такие устройства могут выдерживать более высокое давление.
- Можно установить специальные компенсаторы — они представляют собой прямые ордерные повороты. Благодаря этой детали изделие сохраняет свое выравнивание даже после растяжения.
Внимание. Для систем отопления лучшим вариантом является использование обоих методов одновременно. В случае с армированными изделиями расширение не предусмотрено. Это проще, чем простая труба.
Как паять полипропиленовые трубы
Процесс сварки полипропиленовых труб очень прост. Сварка требует определенных знаний и соответствующих материалов. Если владелец решил выполнить ремонт трубопровода самостоятельно, без посторонней помощи, необходимы навыки сварки пластиковых труб. Все инструменты, необходимые для сварки труб, должны быть в наличии в домашней мастерской. Если эти инструменты не входят в комплект, их можно одолжить или взять напрокат в специализированном магазине.
Подготовка материалов к работе является важной частью процесса. Без высококачественных инструментов будет трудно выполнить качественную работу. Поэтому, получая материалы каталога, следует соблюдать большую осторожность при работе с ними. Список инструментов и других приспособлений, необходимых для работы.
- Сварочные аппараты.
- Полипропиленовая труба.
- Маркеры или карандаши.
- Измерительная лента.
- Ручной стриппер для армированных алюминием труб.
- Ножницы для резки пластиковых труб.
- Резиновые защитные перчатки.
- Запасные жилеты.
- Процесс сварки. Опытные мастера имеют в своем распоряжении все инструменты, за исключением сварочного аппарата. Как только машина приобретена, она начинает обучаться.
- Аппараты для сварки полипропиленовых труб также называют утюгами. Основная часть утюга имеет специальные боковые основания, которые позволяют расположить насадку в соответствии с диаметром трубы. Имеется также переключатель и проходной переключатель.
- Устройство оснащено устойчивыми ножками для поддержания равновесия и предотвращения падения инструмента. Благодаря небольшому размеру утюга, его удобно размещать рядом с трубой, если ее нужно сварить в пространстве. Для этого необходимо тщательно закрыть воду, чтобы ни одна капля воды не прошла через отверстие в трубе. Капля воды охладит сварной шов и повредит трубу. При работе с переносными предметами встаньте на ровную поверхность, например, на стол. Все инструменты должны быть всегда в шаговой доступности.
- Прочно установите паяльник на столе так, чтобы его можно было легко достать рукой. Для фиксации устройства можно использовать зажимы. Насадка для трубы прикреплена к боковой части утюга. Прибор подключен, утюг включен, температура паяльника установлена на 260°C.
- Две трубы подготавливаются и склеиваются между собой. Отрежьте эти куски как можно ровнее, чтобы не повредить будущие швы. Для этого используйте пластиковый труборез. С помощью маркера и рулетки измерьте площадь, которую нужно приклеить к концу трубы.
- Если свариваемая труба изготовлена из армированного полипропилена, ее необходимо разрезать вручную. Верхний слой арматуры вырезается по кругу. Труба проходит визуальный контроль, но не может быть установлена без подогрева. Если диаметр правильный и ничего не разболталось, труба считается готовой к сварке.
- После того как аппарат нагреется, начинается процесс сварки. Для этого измеренные и снятые трубки вставляются и размещаются одновременно с обеих сторон сопла. Важно, чтобы соединение было прямым, чтобы избежать деформации, которая может привести к разрушению уплотнения. Работа выполняется правильно с самого начала. Время нагрева труб в утюге составляет максимум 5 секунд. Затем трубы удаляются с той же осторожностью, с которой они были установлены. Затем трубы могут быть подключены одновременно и равномерно.
- Во время примерки могут возникнуть нюансы в виде «юбок». Это не опасно. Юбка разглаживается эластичной перчаткой. Теперь полипропиленовая труба сварена.
Пайка, сварка полипропиленовых труб без ошибок, – как добиться лучшего результата
Для многих людей, не специализирующихся на монтаже отопительных и водопроводных сетей, будет откровением узнать, что сварка полипропиленовых труб является самым ненадежным видом монтажа. А именитые специалисты в основном обходят стороной полипропиленовые трубы, предпочитая металлопластиковые и другие, как пивовары предпочитают свежее пиво перебродившему квасу.
И казалось бы, с чего вдруг такое, ведь известно, что все пластиковые сварочные трубы, после чего водопроводные и отопительные трубы, прекрасно работают, как-бы….
Как сделать полипропиленовый трубопровод с помощью полифузионной сварки так, чтобы чего боялись знатоки темы….
Что может произойти на самом деле?
Что происходит во время сварки полипропилена
Ответ, как трубы привариваются к фитингам, кроется в названии сварочника (популярное прозвище аппарата для сварки пластика). Он называется мультидиффузионным из-за его способности создавать диффузию вещества, то есть проникновение, смешивание молекул.
Расплавленные слои в одной и другой части после соединения смешиваются и образуют единый слой условно для обеих соединяемых частей. Качество материала в этом слое теоретически не должно отличаться от исходного вещества.
Но что-то не так с этой, казалось бы, безупречной технологией…
Какие полипропиленовые трубы подходят?
Потребителей интересует практический вопрос — какие полипропиленовые трубы используются для монтажа водопровода, а какие — для отопления или горячего водоснабжения.
Все просто, теперь о нас позаботились, чтобы не возникало никаких трудностей. Существуют полипропиленовые трубы, которые в основном классифицируются как PN20 и PN25. Первые подходят для холодного водоснабжения, вторые — для «цивилизованного» отопления и горячего водоснабжения.
Здесь цивилизация, вероятно, означает недопустимость перегрева выше 80 градусов Цельсия. Другими словами, использовать с автоматизированными котлами. Твердотопливные котлы могут быть любыми… Поэтому часть подводки от такого котла делают из металла, затем ставят армированный алюминием воздуховод, а потом полипропиленовый…
Теперь очень легко отличить трубы отопления PN25 — они имеют хорошо видимый слой армирующего стекловолокна и могут быть разных цветов, например, 赤……
Лучше всего проверить это один раз. Важно не перегревать фитинги и не прилагать к ним чрезмерных усилий. Кроме того, на трубках должны быть сделаны метки глубины, чтобы трубки можно было вставить в фитинги.
Что говорят эксперты о теории дефектов с практической точки зрения
Наиболее распространенной проблемой при сварке полипропиленовых труб является нарушение температурного режима. Рекомендуемая температура находится в диапазоне от 260 до 270 градусов. Но как это можно определить? Это самая большая проблема.
То есть, даже сами европейские производители не могут назвать свой терморегулятор для пайки, который может точно установить температуру. Так что же мы скажем о китайских устройствах или кооперативных?
Далее — где ошибаются монтажники, когда делают чудо-сборку…
Перегрев и чрезмерное усилие на соединении
Происходит следующее — перегрев соединяемых деталей, чрезмерное усилие на соединяемые детали, скручивание в месте соединения. Это приводит к тому, что внутреннее сечение деталей становится более узким из-за покрытия экструдированного материала. Внешне сустав не вызывает подозрений.
Недостаточный нагрев деталей
Еще одна распространенная ошибка — приложение чрезмерного усилия при соединении фитинга и трубы. В результате на конце шланга возникает компрессия, создающая заметное препятствие для потока жидкости.
Используемое оборудование
Основным условием герметичной и высококачественной сварки деталей трубопровода является одновременный нагрев при одной и той же температуре, так называемая многослойная сварка. Попеременный нагрев недопустим, так как время охлаждения пластмасс при температуре, при которой прекращается молекулярная диффузия, составляет 6-15 секунд.
Поэтому используются специальные сварочные аппараты с парами нагревательных сопел. Его «народное» название — «паяльник». Вероятно, это связано с их схожей формой. Это устройство также называют паяльником.
Тепло от этого устройства передается к соплу от вала, выбранного в соответствии с номинальным диаметром трубы.

В промышленности используются сварочные аппараты, которые располагаются на полу, а не на столе.

Из-за большого веса труб большого диаметра используются специальные фитинги, удерживающие трубы на месте во время сварки. Этот компонент также должен обеспечивать точное выравнивание вала изделия для правильного соединения нагревающихся частей.
Также необходимы инструменты для разметки и резки полипропиленовых труб.
Рекомендуется не использовать обычные ножницы или лучковую пилу, поскольку они режут не так точно и гладко.
Для труб большего диаметра следует использовать другой тип трубореза с подвижным режущим диском.

Шланг должен быть расположен под углом для лучшего прилегания к фитингу. Это можно сделать вручную, но удобнее использовать угловой резак.

Для меньших диаметров можно использовать ручные модели.

Армирующий слой удаляется бритвой или шпателем.

Особенности труб, учитываемые при монтаже
При выборе подходящего метода сварки пластиковых труб необходимо учитывать диаметр, а также толщину стенки. Поэтому перед началом работ необходимо подтвердить фактическую толщину стенок выбранного изделия путем маркировки и измерения (в целях контроля).
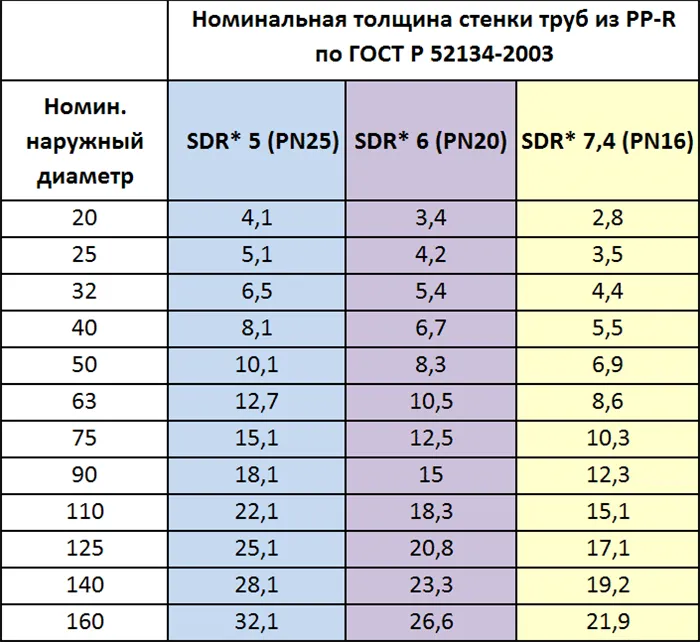
При нормальной эксплуатации данные маркировки должны быть сверены с нормативной документацией.
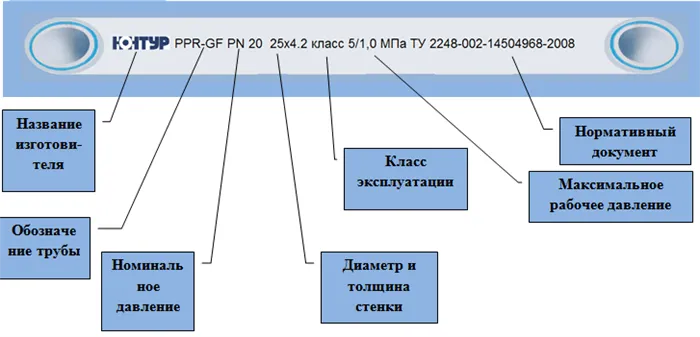
В целом, технические данные для термопластичных напорных труб регламентируются ГОСТР 52134-2003. Однако на каждом производстве есть свои нюансы, а в отношении иностранных производителей этот стандарт вообще не работает. Поэтому рекомендуется указать допустимый диапазон температур (в рабочем и аварийном режимах), который не превышает температуру сварки.
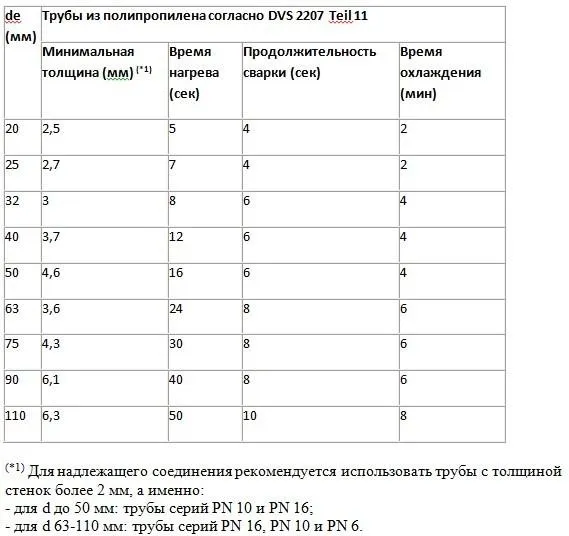
Кроме того, на основании полученной информации необходимо определить время нагрева и температуру нагрева при сварке подготовленной пластиковой трубы, а также время охлаждения компонентов.
Ширина зоны сварки, т.е. длина зоны нагрева, также должна определяться панелью с учетом увеличения толщины стенки по отношению к номинальному наружному диаметру. Диффузия (взаимопроникновение частиц материала на молекулярном уровне) необходима по всей соединяемой области, которая должна быть одинаковой для труб и фитингов. Обратитесь к таблице, чтобы определить ширину сварного скоса (глубину вставки трубы в раструб) и размер скоса.
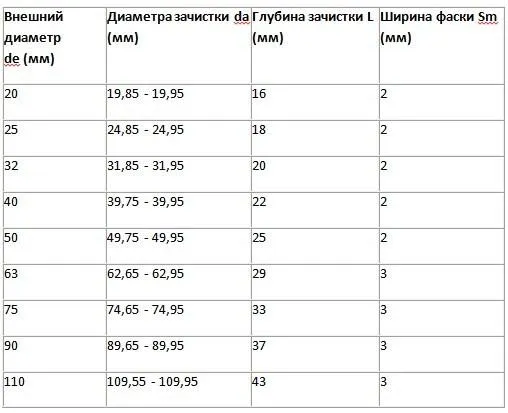
Максимальная глубина установки без скоса (фактическая ширина сварочной муфты).

В зависимости от типа пластика регулируется необходимый уровень нагрева сварочного аппарата, а точнее, нагревательного элемента (сдвоенные сопла).

В некоторых случаях необходимо уточнить у производителя или продавца, если температура сварки полипропиленовой трубы не между 200 и 220 градусами Цельсия, а около 260 градусов.
Как паять полипропиленовые трубы
Рассмотрим этот процесс на примере строительства водопровода в квартире.
Важно: Убедитесь, что свариваемые элементы имеют одинаковую температуру и геометрию! Неровные периметры и неравномерный нагрев детали приведут к некачественным сварным швам.
Номинальный диаметр 20 … 63 мм изделия, поэтому достаточно ручных инструментов.
- 14 … Ручной сварочный аппарат для полипропиленовых труб 63 мм, …
- Ручной инструмент для снятия фаски (принципы работы см. на видео), …
Как сварить и подготовить полипропиленовые трубы:.
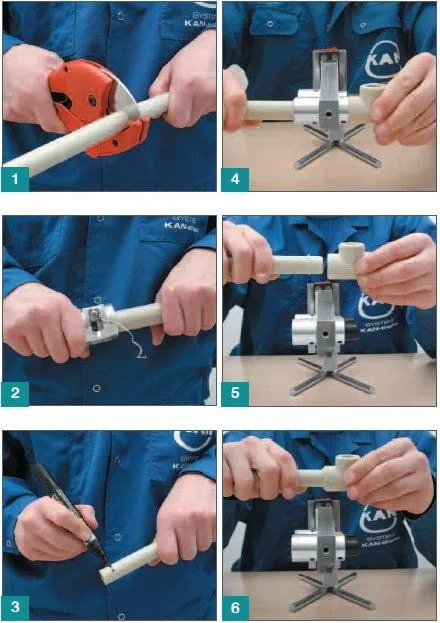
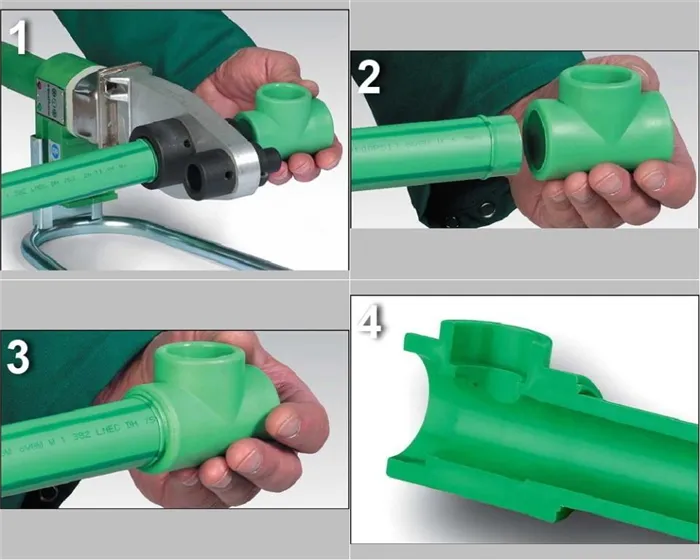
- Устанавливается сварочный аппарат и выбирается нагревательное сопло. Перед использованием его необходимо протереть, чтобы удалить остатки предыдущей сварки, а также удалить части самой коммуникации.
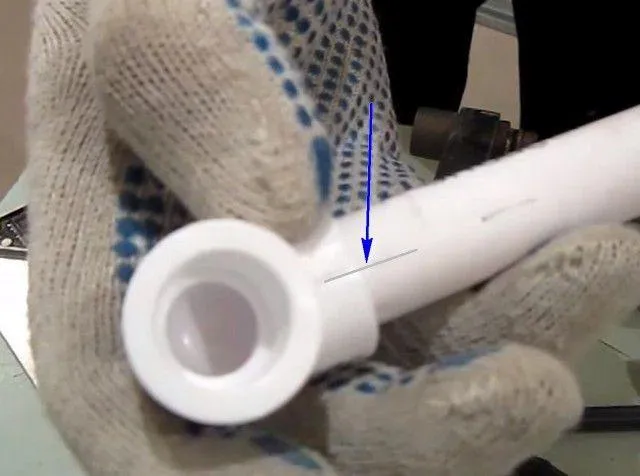
- Отрежьте трубу до необходимой длины, отметив часть трубы, подлежащую сварке.
- Кант трубы
- ширина зоны сварки — обратите внимание на детали, входящие в принадлежность. Важно — трубка должна быть вставлена в гнездо аксессуара до упора. В противном случае между соединяемыми трубами образуется зазор, что повлияет на дальнейшую эксплуатацию трубопровода. Если стороны должны быть соединены в определенном положении (например, для достижения прямого угла между двумя частично собранными деталями), это также является признаком правильного подбора.
- Снимите верхний слой ширины сварочной ленты с помощью арматурной трубы.
- Включите систему отопления. В зависимости от температуры помещения, это займет 10/15 минут (2 … 5 для начала работы с припоем перед выполнением процесса). Настройте температуру сварки на 260°C и подождите, пока не загорится зеленый знак припоя. Это означает, что достигнут оптимальный нагрев.
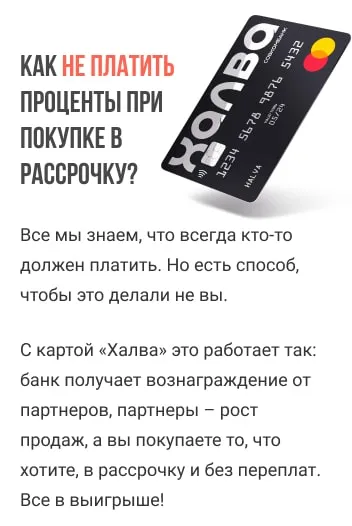
- Поместите трубку и принадлежности в обогреваемую муфту. Время нагрева регулируется в зависимости от диаметра объекта и толщины стенки.
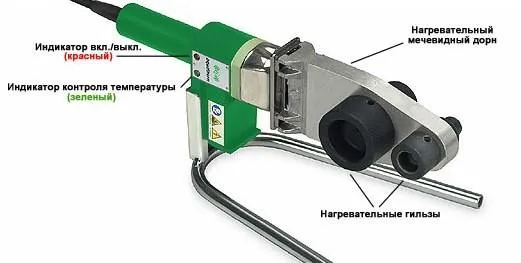
- Плавно снимите нагретые компоненты с насадки и закрепите их. Трубки должны вставляться в аксессуары без перекручивания и резких вибраций.
- Дайте Соединенным элементам остыть после окончания начального времени сварки (2 … 15 мин).
Важно: Полипропиленовые трубы выделяют токсины при нагревании! Необходимо обеспечить хорошую вентиляцию помещения, не направляя поток воздуха в зону нагрева — компоненты могут нагреваться неравномерно.
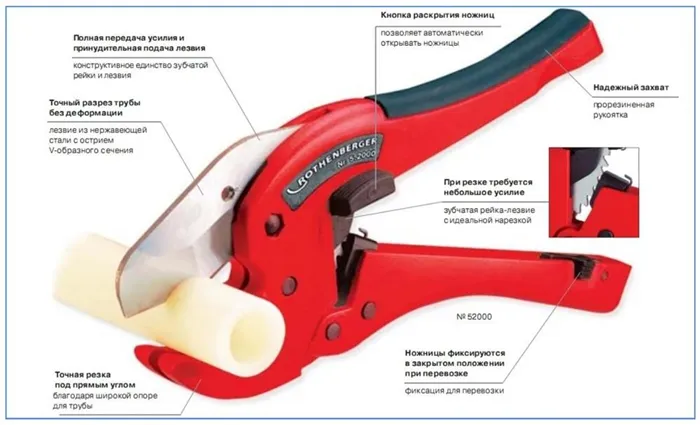
На рисунке 4 показано, как проводники после сварки полипропиленовых труб своими руками шлифуют трубы малого диаметра без видимых швов или неровностей материала.